D-SUB(VGA)连接器常见问题及解决方案归纳整理
采购D-SUB(VGA)连接器,请拨打我们的免费电话:400-6263-698,质量好,交期快,值得信赖。仁昊伟业科技是专业D-SUB连接器生产厂商,我们始终秉持着为客户提供更好更优质的产品理念而努力。下面仁昊工程师针对我们生产制造过程中长期以来遇到的问题点,以及针对问题所做出的改善方案为大家做一个简单的分享。
既然是要谈D-SUB连接器,我们有必要先对其定义和应用做一个交代。D-SUB是D-subminiature的简称,是一种接口形状、结构的标准。同时,D-SUB又包含若干子类,比如DB25,第一个字母D表示属于D-SUB,第二个字母B是描述接口的大小—和后面的数字(针数)对应(A=15针,B=25针,C=37针,D=50针,E=9针)。每种接口又分公头(plug)和母头(socket)。谈到此处,不知道你有没有发现一个问题。由于计算机的普及,最常用的DE 9产品,在长期被误读的情况下,已然被“改名”DB 9了。D-SUB只是描述连接结构,本身并没有定义整个接口或所有针脚的作用。
其次,D-SUB产品的应用。最常见的是个人电脑上VGA并口(DB25母头)、COM串口(DE9公头)和显卡与显示器之间的桥梁,负责向显示器输出相应图像信号的(DB15)等等。D-SUB车针连接器、D-SUB大电流连接器、D-SUB混装连接器、D-SUB防水连接器、D-SUB同轴射频连接器等广范应用于运算、视频和通信领域。同时,工防、医疗、仪器和当下发展势头迅速的平衡车、滑板车等消费产品中,也用到此类连接器。
接下来我们再看看常用D-SUB产品的分类(如下);
一、按端子型态
1.冲压端子连接器


1.焊线类

下面我们一起来了解一下D-SUB连接器常见的问题点及改善方案。
通常所说的产品问题点是指外观问题、尺寸问题以及功能问题三大类:总体来说,外观问题和尺寸问题,在不影响产品使用(功能)的情况下,客户也是默认允许3‰比例的存在(最终还是得看客户的要求)。所以,轻微的问题点就不一一举例说明了,重点讲解一下对产品性能有影响或存在隐患的问题点。按8-D分析法,所有的问题点追根溯源后,基本都属于零部件(材料)、人为、工艺缺限以及部分工艺限制造成的。那么,接下来我们直接按产品零部件分类讲解一下;
材料问题:
1. 端子;氧化、变形、电镀不良(如露铜和盐雾NG),后工序(自动机组装或折弯)造成损伤等外观问题。母端子剖槽口(冲压端子也称喇叭口)、焊杯口、卡点等尺寸问题。因外观和尺寸,影响到产品使用的情况(功能问题)。
示例;PIN脚、PIN针氧化造成产品上锡不良。
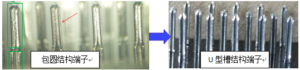
改善建议;①.(冲压类)PIN脚结构即然无法避免,则可以依靠缩短使用周期来改善。比如,镀锡/可焊镍的产品,正常保质期为12个月。那么,客户下订单时,可以与客户确认一下大概的使用日期。尽量让产品在生产后的3个月内使用,产品经过焊锡后。切PIN点已被封闭,异常自然也就不会发生了。②.PIN针中间氧化,原因在结构,改善自然也就在结构。如下图中,将包圆结构改成“U”型槽结构,产品镀层均匀且不会有风/烘干问题存在,自然就解决了。
如果成本允许或者客户对产品的外观性能要求高,建议选择 车针D-SUB产品 。散PIN端子+滚镀工艺,基本不存在氧化问题。PIN针为实芯结构,可以确保PIN针沾/焊锡位置的镀层完好。最后,镀金产品恒温恒湿情况下,保质期正常可达到3-5年。电气、机械性能也较冲压结构的产品要好很多。
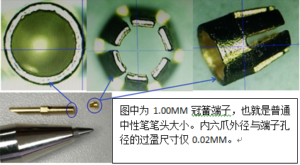
图中为1.00MM冠簧端子,也就是普通中性笔笔头大小。内六爪外径与端子孔径的过盈尺寸仅0.02MM。
而且,车削公端子更不存在子弹头(对插位置)包圆、开口不良。当然,并不是说车削类产品就完全没有问题。比如,母端子的剖槽口(喇叭口)问题点,和冲PIN一样存在。冲针易错位,车针不会错位,但是对称度尺寸易跑偏。通常1.00MM系列需要严格管控在0.05MM公差范围内,0.76MM系列则需要管控有0.03MM以内。才可以尽可能减少发生实配困难、无法对插以及产品寿命无法达到的现象。
为了从根本上解决对插和寿命的问题,我们致力于研究工防标准的冠簧结构(如右图)。另外,我个人认为冠簧结构的产品,最大的改进点应该是瞬间断电上面的进步,特别适用于需要在运动或震动状态下使用的产品连接。当然,在冠簧产品的生产过程中,我们也有过失误,为此付出了相当大的代价。幸运的是我们的团队没有放弃,遇到的难题一个一个被功克。最终实现了性能良好、寿命可达到10000次以上的产品。
对于外壳的问题点,只需要简单概括一下就好,除了外被损伤会导致组装成品后的盐雾测试不达标。其他外观、尺寸都是按协会标准生产,基本上不会影响到产品的使用功能。
3. 胶芯的最常见不良,主要表现在缩水、破裂、偏芯(即圆孔同芯度)和色差等。
①.胶芯缩水、破裂,影响的因素很多,包括材料(添加水口料)、成型温度、成型时间以及是否在常温下冷却等等。(补充说明;常说的水口料通常包括水口、制程中之不良品、调机品、调试机器时的料头;)
管控建议;机台稳定性和人员的正常流动,是发生异常的最主要因素。所以,必须将成型的相关参数以文件(SOP)形式定议,人员培训考核后方能进行操作,同时要有人监督执行情况(如:IPQC)。另外,就是胶芯材质的选用必须考虑以下因素;客户使用的焊接温度、焊接时间,材料的耐温、防火级别等等。目前D-SUB连接器基本都是用PBT材质,部分客户要求操作温度较高的,也会选用LCP材质。改善问题点最为重要的是水口料的添加。首先,添加的比例一定要≦25%,超过此比例或者水口料反复使用(正常情况,二次水口是不允许被使用的),是造成胶芯严重缩水和易破裂最直接的原因。客户对连接器性能要求高的最好采用原料生产,拒绝添加水口。同时,制程中的不良品、调机品,是不包括已组装过端子和外壳的拆解物料。通过长时间对异常问题的统计分析发现,大部分连接器的耐电压测试NG、成品短路不良等,都是因胶芯内含有金属杂质造成的。
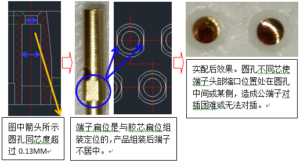
②.偏芯;对于冲压型连接器和车削剖槽结构的产品来说,胶芯偏芯管控在0.15MM以内,对组装和产品的使用性能造成的隐患并不太明显,基本可以忽略不计。但是,冠簧结构产品,所使用的胶芯同芯度尺寸需要在0.05MM以内(还需要评估主体的内孔与端子外径的过盈公差)。以下案例就是因同芯度问题,造成直接损失超过10万。
实配后效果。圆孔不同芯使端子头部缩口位置处在圆孔中间或某侧,造成公端子对插困难或无法对插。
端子扁位是与胶芯扁位组装定位的,产品组装后端子不居中。
图中箭头所示圆孔同芯度超过0.13MM
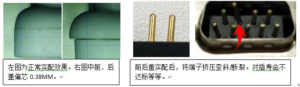
示例2:胶芯前后盖不同芯,导致端子歪斜。除了会造成示例1中的异常问题以外,还会导致冲PIN公端挤压断裂、寿命不达标等问题。
左图为正常实配效果。右图中前、后盖偏芯0.38MM。
前后盖实配后,将端子挤压歪斜/断裂。对插寿命不达标等等。
①. 螺丝、螺母和鱼叉最常见问题点有螺纹不规则、攻牙尺寸不到位、翻铆位置偏芯以及电镀后铆压脱皮(百格测试NG)、开裂等。
管控重点与其他零部件无异,生产参数文件化记录并培训。所使用的模、治具严格按使用寿命监管到位。检验治具(如通止规标准件)定期校验,按定议的AQL执行检验。问题点还是在可控范围内的。致于铆压脱皮、开裂,一般因镀层过厚所致。按客户的盐雾标准设定镀层厚度,正常控制在镍不超过180 U”或都底层+表层不要超过280 U”。可控制异常的发生。
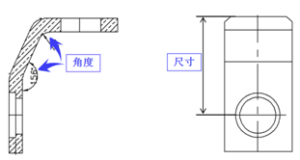
②.带支架的连接器,多数为板端(前面所说的弯插板类型)使用。对整个产品来说,是起到一个辅助固定作用的。所以,外观和尺寸要求并不严格,塑胶类型最常见的仅成型批锋一项。铁、铜支架需要特别注意成型的角度,和匹配产品PCB板孔位的间距尺寸(如右图),此两点影响着连接器与PCB板的贴合效果。
此次,主要介绍了1.00MM和高密度0.76MM系列的内容。关于车针D-SUB大电流、D-SUB混装、D-SUB射频和D-SUB防水等系列产品(附样图),如果有兴趣了解或者有任何建议,欢迎联系我们,我们一起成长。











发表评论
想加入讨论吗?免费贡献!